阜宁县昌兴阀门制造厂
阀组系列,单向阀,球阀系列,阻火器系列

全国咨询热线:
134-0173-2225阀组系列,单向阀,球阀系列,阻火器系列
全国咨询热线:
134-0173-2225
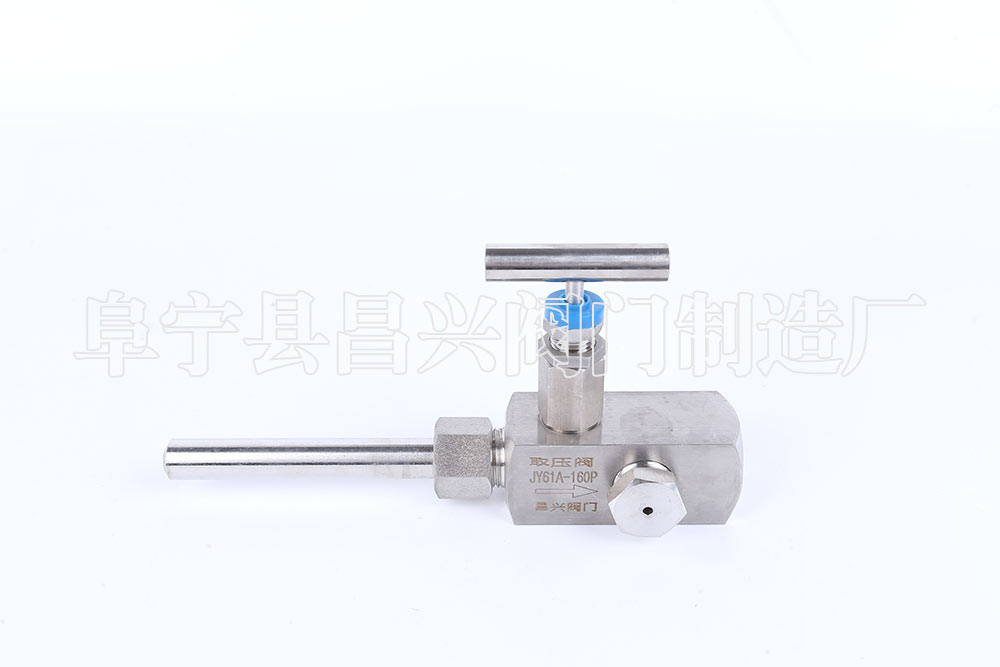
尽管技术成熟,取压阀仍面临多重挑战。在超高压(>100MPa)与超低温(-196℃)场景下,传统密封材料易失效。
某科研机构研发的金属-陶瓷复合密封技术,通过在阀座表面沉积纳米级碳化钨涂层,使密封面硬度达HV3000,成功应用于液氢储运系统,泄漏率低于1×10⁻⁹Pa·m³/s,达到航天级标准。
动态压力测量中的“迟滞效应”是另一技术瓶颈。
针对航空发动机试车台的高速脉动压力(频率>1kHz),传统取压阀因导压管容积效应导致信号失真。

某企业开发的微流道取压阀,通过将导压孔直径缩小至0.1mm并缩短至5mm,使压力响应时间缩短至0.2ms,成功捕捉到燃烧室压力震荡的细微变化,为发动机优化设计提供关键数据。
标准化缺失制约着行业规模化发展。不同企业生产的取压阀在接口尺寸、信号输出协议上存在差异,导致系统集成成本高昂。
某行业协会推动的“取压阀模块化标准”,通过定义统一接口与通信协议,使设备互换性提升70%,预计将推动行业年产值增长15%。

扫一扫 加好友


 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询